Hướng dẫn vận hành máy ép thủy lực có bàn ép di động
Vận Hành Máy Ép Thủy Lực có bàn ép di động
Vận hành máy ép thủy lực là một quá trình quan trọng trong ngành công nghiệp, giúp tăng cường hiệu suất làm việc và giảm thiểu thời gian sản xuất. Máy ép thủy lực sử dụng nguyên lý áp suất để tạo ra lực lớn, từ đó thực hiện các công việc như dập, ép, uốn hoặc kéo vật liệu. Với khả năng xử lý linh hoạt nhiều loại vật liệu khác nhau, máy ép thủy lực trở thành một thiết bị không thể thiếu trong các nhà máy chế biến cơ khí, chế tạo ô tô, và nhiều lĩnh vực khác.
Quy trình vận hành máy ép thủy lực là bước quan trọng để đảm bảo hiệu suất và an toàn trong quá trình làm việc. Một quy trình tốt sẽ giúp giảm thiểu sự cố và nâng cao tuổi thọ của máy.
Chuẩn bị trước khi vận hành
Trước khi bắt đầu vận hành máy ép, người vận hành cần kiểm tra một số yếu tố nhất định để đảm bảo máy hoạt động an toàn.
- Kiểm tra dầu thủy lực: Mức dầu phải đủ để máy hoạt động hiệu quả. Nếu mức dầu quá thấp, máy có thể gặp sự cố nghiêm trọng.
- Xem xét tình trạng máy: Kiểm tra xem có bất kỳ dấu hiệu hư hỏng nào trên máy không, đặc biệt là các bộ phận chính như piston và xi lanh.
Việc chuẩn bị đầy đủ trước khi bắt đầu vận hành sẽ giúp hạn chế rủi ro và tối ưu hóa năng suất.
Sau đây Máy và thiết bị Sumac giới thiệu vận hành máy ép thủy lực 50 tấn có bàn ép di động công suất 7.5Kw

Thông số kỹ thuật máy
- Công suất: 7.5 kw
- Xilanh ép chính:
+ Lực ép chính: 50 tấn
+ Hành trình xilanh: 850 mm
- Xilanh đẩy khuôn ra/vào: Ø80×1500 mm
- Xilanh đẩy phôi ra: Ø80×1000 mm
- Áp suất làm việc tối đa của hệ thống: 200 bar
- Dung tích thùng dầu: 100 lít
(đã bao gồm dầu thủy lực 68)
- Chế độ điều khiển: Tay – Tự động
- Khung giá đỡ máy: Thép hộp 100×100 mm
- Điện áp sử dụng: 3 pha, 220/380V – 50Hz
2./ Hướng dẫn sử dụng
2.1/ Kiểm tra dầu thủy lực:
Trước khi vận hàng thiết bị người sử dụng cần đổ đủ dầu thủy lực cho thiết bị (dầu thủy lực 46 hoặc 68). Đổ đúng thể tích dầu nhà cung cấp thiết kế 100 lít (nếu dầu chưa được đổ)
2.2/ Hướng dẫn đấu điện
- Điện áp sử dụng cho van điện: 220V (nhà cung cấp đã đấu sẵn)
- Điện áp nguồn sử dụng cho máy: 3P – 380V/50Hz
- Cấp điện 3 pha 380V, tần số 50Hz. Dây điện sử dụng loại 3 lõi tiết diện 4 trở lên.
Ví dụ dây điện 3 lõi: 3*4 + 1*1.5
Chú ý : sau khi đấu điện vào hộp điện, ấn thử bật động cơ (không quá 5 giây) để kiểm tra chiều quay của động cơ, nhìn từ đuôi động cơ cánh quạt quay thuận chiều kim đồng hồ. Cùng với chiều quay mà nhà cung cấp dán trên bơm dầu hoặc động cơ điện. Nếu động cơ quay ngược đảo hai vị trí dây nguồn cho nhau. Nếu để động cơ quay ngược chiều bơm thời gian lâu sẽ làm hỏng bơm dầu (trường hợp này sẽ không được nhà cung cấp bảo hành).
3./ Chức năng các nút điều khiển, hiển thị trên tủ điện di động

- Đèn báo nguồn: Thể hiện nguồn điện cấp vào tủ điện di dộng
- Nút bật bơm: Ấn nhả để bật bơm dầu
- Nút vặn 2 vị trí Tay - Tự động: Chế độ tay bên trái bảng điều khiển – Chế độ tự động bên phải bảng điều khiển
- Nút Lên/Nút Xuống: Điều chỉnh xilanh ở chế độ Tay và Tự động
- Nút 1-2-3 : Chức năng chọn xilanh 1, 2, 3
- Nút dừng khẩn: Ấn xuống dừng toàn bộ máy dừng làm việc, vặn theo chiều mũi tên tủ điện sẵn sàng làm việc
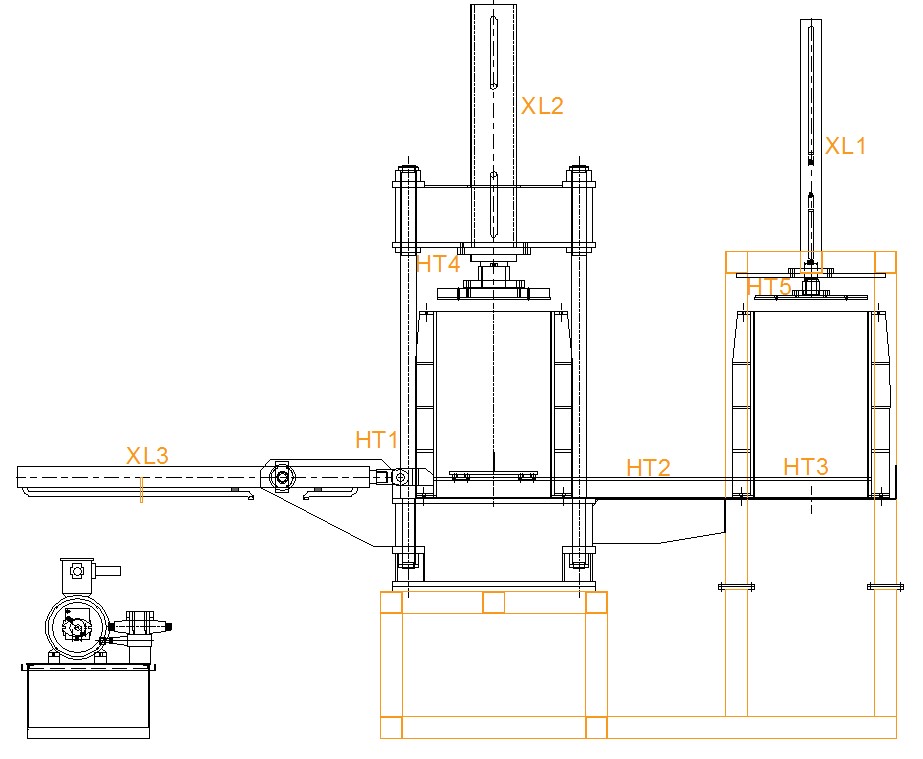
Ghi chú: Cữ hành trình ký hiêu: HT1,2,3,4,5. Xilanh thủy lực ký hiệu XL1,1,3
4./ Chế độ làm việc tay
- Bật cầu dao > Vặn nút dừng khẩn cấp theo chiều mũi tên để tủ điện di động sẵn sàng làm việc > Bật bơm > Chuyển Nút vặn 2 vị trí Tay - Tự động về vị trí Tay (bên trái) > Chọn xilanh cần điều chỉnh (XL1,2,3 tương ứng vị trí trên Nút chọn XL 1,2,3) > Giữ Nút Xuống /Nút Lên để điều chỉnh xilanh ra vào hoặc lên xuống. Xilanh sẽ bị khóa di chuyển khi gặp cữ hành trình (HT1,2,3,4,5)
5./ Chế độ tự động
- Bật cầu dao > Vặn nút dừng khẩn cấp theo chiều mũi tên để tủ điện di động sẵn sàng làm việc > Bật bơm > Chuyển Nút vặn 2 vị trí Tay - Tự động về vị trí TĐ (bên trái) > Chọn xilanh cần điều chỉnh (XL1,2,3 tương ứng vị trí trên Nút chọn XL 1,2,3). Để chạy Tự động điều kiện cần: XL1 ở vị trí HT5, XL2 ở vị trí HT4, XL3 ở vị trí HT2 (sáng đèn sensor)
- Chuyển Nút vặn 2 vị trí Tay - Tự động về vị trí TĐ (bên phải) ấn Nút Xuống để bắt đầu chu trình làm việc tự động:
Xilanh chính đi xuống với tốc độ nhanh - Gặp cữ hành trình ép chậm (cảm biến số 2) bắt đầu quá trình ép – Khi ép đủ áp hoặc gặp cảm biến số 3 xilanh chính dừng - Đếm đủ thời gian đặt trên đồng hồ Timer xilanh chính đi lên gặp cảm biến số 1 dừng – Xilanh dưới đi lên gặp cữ hành trình trên (cảm biến số 4) xilanh dưới đi xuống gặp cữ hành trình dưới (cảm biến số 5) dừng. Hết 1 chung trình làm việc
6./ Điều chỉnh thời gian trên đồng hồ Timer
- Ấn các nút (+) (-) để điều chỉnh giây hoặc (S) hoặc phút (M)
- Thời gian cài đặt trên là thời gian xilanh chính dừng trước khi đi lên (ở chế độ chạy tự động)
7./ Các nút, hiểu thị trên tủ điện chính
Đồng hồ hiển thị áp suất của xilanh chính. 230 bar tương đương 3335 Psi, 23Mpa
Đồng hồ hiển thị áp suất của bơm và xilanh dưới. 230 bar tương đương 3335 Psi, 23Mpa
Bảng quy đổi đơn vị áp suất
- 1 bar = 0.1 Mpa
- 1 bar = 14.5 psi
Giám sát trong quá trình ép
Trong quá trình ép, người vận hành cần liên tục giám sát các chỉ số của máy để phát hiện kịp thời bất kỳ vấn đề nào.
- Theo dõi áp suất: Đảm bảo áp suất không vượt quá giới hạn an toàn. Áp suất quá cao có thể gây hư hại cho máy.
- Quan sát âm thanh: Lắng nghe xem có bất kỳ âm thanh lạ nào không. Âm thanh bất thường có thể là dấu hiệu của sự cố.
Việc giám sát này rất quan trọng để đảm bảo máy hoạt động hiệu quả và an toàn.
An Toàn Khi Vận Hành Máy Ép Thủy Lực
An toàn là yếu tố hàng đầu trong quá trình vận hành máy ép thủy lực. Những tai nạn có thể xảy ra nếu không tuân thủ các quy tắc và hướng dẫn an toàn.
Những nguy hiểm tiềm ẩn
Có nhiều nguy hiểm có thể gặp phải khi vận hành máy ép thủy lực, bao gồm:
- Nén hoặc kẹt tay chân: Người vận hành có thể mắc kẹt trong quá trình ép, dẫn đến chấn thương nghiêm trọng.
- Rò rỉ dầu: Dầu thủy lực có thể gây trơn trượt, dẫn đến tai nạn trong khu vực làm việc.
Hiểu rõ những mối nguy hiểm này sẽ giúp người vận hành cẩn trọng hơn trong quá trình làm việc.
Biện pháp phòng tránh
Để đảm bảo an toàn, người vận hành cần tuân theo một số biện pháp phòng ngừa:
- Mang trang phục bảo hộ: Đeo găng tay, kính bảo hộ và giày bảo hộ để bảo vệ bản thân khỏi các vật thể sắc nhọn và dầu thủy lực.
- Đọc kỹ hướng dẫn: Trước khi vận hành, hãy đọc kỹ hướng dẫn và quy định an toàn của nhà sản xuất.
Những biện pháp này không chỉ bảo vệ người vận hành mà còn bảo vệ máy móc khỏi các sự cố không mong muốn.
Đào tạo nhân viên
Một trong những phương pháp hiệu quả nhất để đảm bảo an toàn là đào tạo nhân viên đúng cách.
- Cung cấp khóa học về an toàn: Đào tạo nhân viên về các quy tắc an toàn và cách sử dụng máy ép thủy lực một cách an toàn.
- Thực hành thường xuyên: Tổ chức các buổi thực hành để nhân viên có cơ hội làm quen với máy móc và quy trình.
Đào tạo là chìa khóa để giảm thiểu tai nạn và nâng cao hiệu quả lao động trong quá trình vận hành máy ép thủy lực.
Trên đây là hướng dẫn vận hành máy ép thủy lực có bàn ép di động.
............................................................................................................

